
Smart Manufacturing in China:
The Architecture that Organises Speed
In brief
Smart manufacturing in China should no longer be understood as advanced automation alone, but as an industrial architecture that integrates perception, analysis, coordination, and execution within a single operating loop.
That allows the factory not only to produce, but to learn, adjust, and accumulate capability over time.
China is strengthening its industrial capacity not only through the technology it deploys, but through the way it integrates production, data, and operational coordination.
For Europe, the implication is immediate: competition in smart manufacturing is no longer only about machines or products, but about industrial organization models. It also involves competing execution and coordination architectures.
The ability to integrate perception, decision, and implementation within the same operating loop is becoming a direct source of strategic advantage.
Introduction
In the West, we tend to associate the idea of smart manufacturing with automation: robotic arms, conveyor belts, and industrial software. But in China, at least in its more advanced cases, the real leap is no longer just about automating tasks. It lies in coordinating and optimising different functions and processes within the same system.
When you observe some of China’s new-generation factories, the first thing that may catch your attention is the scarcity of workers or the number of robots operating without pause. But once that initial surprise fades, something even more striking becomes clear: the sense that the plant incorporates systems for data capture, analysis, and operational adjustment with a continuity that is difficult to find in more fragmented industrial systems.

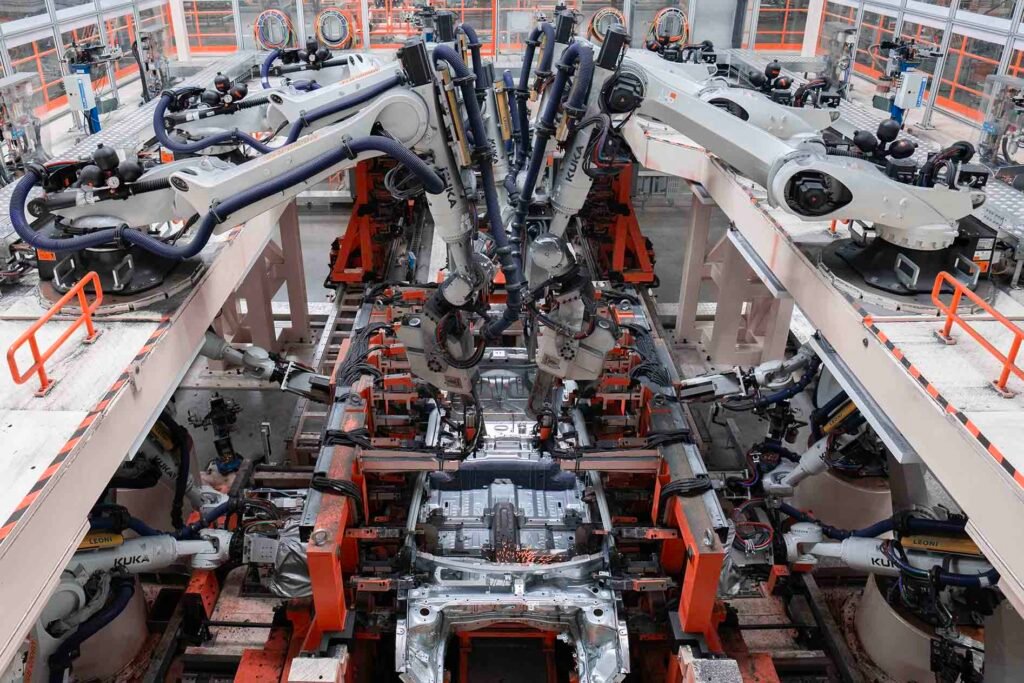
That is what struck me most in some of my earliest direct encounters with this industrial logic, through the various projects I carried out with the Chinese automotive giant Geely Group. At its Zeekr automobile factory in Taizhou, I found a deployment of machines carrying out highly precise tasks with a high degree of autonomy. Welding, priming, painting, and assembly were just some of the processes they carried under total coordination that the whole scene felt like a strangely satisfying visual symphony.
What mattered, however, was not each machine on its own. It was the way they all seemed integrated into a system capable of detecting deviations, cross-checking data, readjusting parameters, and continuing to improve as it produced.
That is why, when we talk about smart manufacturing in China, it makes more sense to look less at the isolated machine and more at the structure that connects machines, robots, data, production, logistics, and demand.
Because that distinction changes the entire analytical framework.
Automation vs. systemic coordination
What you see when you walk into a Chinese factory
In traditional manufacturing logic, automation means replacing manual work with machines that carry out predefined tasks. An assembly machine assembles. A robotic arm welds.
But the equation is different in some advanced Chinese plants, where machines do not just execute. They also perceive, communicate, and readjust themselves with greater continuity than in many comparable industrial systems. Embedded sensors detect variation in real time. Algorithms analyse that data and generate recommendations or activate adjustments. The system responds without requiring human intervention at every step.
What really matters: the system, not the machine
The coordination described above takes place within a broader, deeply connected system capable of monitoring, interpreting, and readjusting itself in real time. The machines may be intelligent, but a decisive part of the performance lies in the system that coordinates them.
That system functions as a continuous loop of perception, learning, and optimisation. And unlike human beings, many of those improvements can be transferred quickly from one environment to another. In some ways, it resembles the updates we install on our devices, but with one important difference: here, we are not talking about occasional or periodic improvements, but about a much more constant capacity for adjustment.
Why the West still tends to see it the wrong way round
In many Western factories, the question is still the same: how do I automate more? In advanced Chinese plants, on the other hand, the question tends to be different: how do I make multiple systems work as one?
The difference is strategic: one logic prioritises localised efficiency, while the other seeks operational integration across functions, processes, and decision layers. And that connects directly to issues such as interoperability, systemic integration, and industrial governance: precisely the areas in which Europe needs to rebuild capacity.
How industrial intelligence works in China
A continuous system of perception, analysis, and optimisation
China has accelerated the construction of industrial systems at scale: more than 30,000 basic smart factories, 1,200 advanced ones, and 230 excellence-level factories, according to reported national smart-factory deployment figures.
The result is that the country has driven a broad rollout of smart factories at different levels, not as an exception, but as a reproducible pattern.
This is not happening by chance: it reflects industrial policy, territorial deployment capacity, a strong supplier ecosystem, and regulatory conditions that favor rapid iteration.
Why improvements spread quickly
In many Western manufacturing environments, continuous improvement still follows a slower sequence: data is captured, analyzed in an office, discussed in meetings, validated according to protocols, and only then is the improvement implemented. The process may be rigorous, but it also introduces friction between organisational layers.
In some advanced Chinese plants, part of that cycle has been compressed. Perception is continuous, analysis is significantly automated, and part of the response is as well. The system adjusts, measures itself, and refines itself again in a loop that does not stop.
Perceptual capacity, through cameras, sensors, LiDAR, and computer vision, forms an essential foundation of that applied intelligence. But the key is not simply perceiving more. It is how that perception is integrated within a continuous architecture of decision and execution.
The tiered classification strategy
China has established a tiered classification system for its smart factories, from the basic level to the most advanced one, optimizing deployment in a deliberate and strategic way. This is not accidental. It is industrial policy by design.
The system allows a company or region to begin with basic connected automation, learn from that base, and gradually scale toward more sophisticated models of distributed coordination. It is a gradual transition, not an abrupt adoption.
Modularity: the hidden saving
Component compatibility: scale without friction
Modern machines, in China and in other markets, tend to display a high degree of compatibility across components, parts, and software available on the market. That modularity makes technology far more versatile and adaptable across a wider range of uses, while also encouraging the emergence of suppliers specialising in very specific solutions.
What is perhaps still not articulated clearly enough is how that same logic lowers costs and significantly reduces implementation times. Modular architecture is not only efficient. It also redefines the speed of scaling.
The same robotic arm, multiple functions
A clear example is the robotic arm, found in large numbers across these factories. The same arm can perform different functions depending on the head or peripheral attached to it: grasping an object, tightening a screw, sanding, painting, or assembling a part.
If a factory can purchase large quantities of the same arm model and adapt its function simply by changing the operational end-effector, the savings in cost, integration time, and operational complexity can be significant. It is not just about unit price. It is also about reducing variants and simplifying the supply chain.
How it sharply reduces implementation costs
Many of these systems start from a prior functional base or from already validated components. Although their movements can be adjusted quickly for specific tasks, they do not start from scratch. They incorporate a foundation that greatly accelerates their integration into the production line.
Here, once again, one of the key features of the Chinese model comes into view: it is not only about having good technology, but about building an industrial architecture in which that technology can be deployed, adapted, and scaled with very little friction. That is what creates sustainable execution speed.
Case study: Ansteel— from automation to coordination
Production areas with minimal human presence:
Ansteel is a major steelmaker based in Liaoning. In certain production areas of its highly automated 5G-enabled facilities, human presence is minimal. What makes that possible?
The answer begins with continuous perception. Temperature, pressure, vibration, chemical composition, and other relevant process variables are monitored constantly. But data alone is not enough to generate operational intelligence. That is why all of this information flows into industrial platforms capable of interpreting signals, identifying anomalies, and triggering responses before a problem reaches the end of the production line.
The real leap: shortening the distance between signal and action
Imagine, for example, that the composition of the steel begins to drift slightly during production. In a traditional industrial logic, that defect might only be detected once the final product has already lost quality. At Ansteel, the system can identify deviations early and readjust parameters before the problem escalates.
That requires three things working together: shared perception, interpretive capacity, and automated response. That is where the real leap lies. The factory gains speed not only because it has advanced machines, but because it has shortened the distance between signal and action. That is where real operational advantage accumulates.
key idea
Industrial intelligence begins with the architecture that allows many machines, functions, and layers of the system to operate as a coherent whole.

Why this changes execution speed
Traditional cycle vs. compressed cycle
In many Western manufacturing environments, continuous improvement still tends to follow a sequential logic: data is captured, discussed, validated, and only then implemented. The process may be rigorous, but it also generates friction between organizational layers.
In some advanced Chinese plants, part of that cycle has been compressed. Perception is continuous, analysis is significantly automated, and part of the response is as well. The system adjusts, measures itself, and refines itself again in a loop that does not stop.
Continuous perception + automated analysis = a lower-friction loop
When the distance between signal and action is smaller, information no longer depends only on interdepartmental flows; it circulates within the system with greater continuity. Less friction means faster learning and, therefore, greater responsiveness.
When production, demand, maintenance, and logistics share the same data architecture, information does not move slowly from one department to another. The system readjusts itself continuously on the basis of a shared data foundation.
Learning speed as a strategic advantage
China’s manufacturing capacity cannot be explained solely by scale or structure. It must also be understood through the way it connects perception, decision, and execution within the same operating loop. In a context of intense technological competition, industrial learning speed becomes a direct strategic capability.
Case study: Haier—Distributed intelligence at ecosystem scale
COSMOPlat: How an improvement in one plant spreads across the network
Another significant example is Haier. Here, the logic extends beyond an isolated plant and reaches the level of the industrial ecosystem as a whole. Through its COSMOPlat platform, different factories can maintain operational autonomy while feeding information into a shared data space.
If one plant identifies an improvement, that logic can be transferred to other units relatively quickly. This means distributed coordination: each node retains local decision-making capacity while participating in a broader learning ecosystem. What matters is not automation inside one isolated factory, but the ability of the wider industrial ecosystem to learn across multiple nodes and accumulate improvements continuously.
Why this is no longer competition between factories, but between architectures
The value lies not only in what one plant can achieve, but in how quickly an improvement can circulate across a much broader industrial network. That is ecosystem architecture, not the ingenuity of individual machines.
When this happens at the scale of companies and supply chains, distributed learning capacity becomes a speed multiplier that isolated factories simply cannot match.
Operational autonomy
The ability to execute without depending on third parties
More than a simple accumulation of advanced technologies, what we are describing is a way of organizing industry. China is not just incorporating more sophisticated machines. It is building environments in which sensors, platforms, connectivity, processes, and industrial actors can operate with a growing degree of coherence.
This translates into operational autonomy: the ability to carry out strategic functions while reducing dependence on external systems at the most sensitive points.
Strategy, not just efficiency
When a country develops its own industrial coordination layer, integration platforms, and a territorial network capable of deploying it all at scale, it gains room for manoeuvre and execution capacity. In a context marked by technological tensions, geopolitical fragmentation, and competition over critical sectors, that room for manoeuvre matters enormously.
Seen from this angle, smart manufacturing in China is not only a story about production. It is also a story about industrial capacity, operational autonomy, and the conversion of technological ecosystems into real operational strength.
Europe’s priority is not only to innovate, but to shorten the time between innovation, industrial validation, and territorial deployment.
A strategic takeaway for Europe
China’s progress cannot be explained only by robots or automation. Part of its advantage lies in the way it integrates perception, analysis, coordination, and execution within the same territorial operating loop. Competition is therefore also between industrial architectures and execution models, not only between machines or products.
In many areas, Europe remains strong in innovation, engineering, and technical capability. But in some fields, the worlds of innovation, production, regulation, and scale-up remain separated. That fragmentation makes it harder to turn European strengths into coordinated industrial systems that can be deployed quickly.
The more separated these worlds remain, the harder it becomes to compete in sectors where time is decisive. Speed matters more than ever.
This is why industrial intelligence should not be understood as the presence of advanced machines alone. What matters is the architecture that connects perception, decision, and execution. That is what allows industrial learning to scale, and it requires coordination more than isolated innovation.
This, in turn, points to a broader issue: industrial execution architecture, or the way a country organizes its productive system in order to accumulate capabilities, reduce friction between innovation and production, and scale with continuity.
For Europe, the issue is not to imitate China. It is to understand what the Chinese model reveals: that in this industrial phase, advantage will depend on knowing how to integrate, coordinate, and scale quickly.
This is no longer only a technological issue. It is a matter of industrial policy, territorial architecture, and execution capacity. European decision-makers in industry, defence, supply-chain resilience, and technological autonomy need to understand this logic if they want to build responses of their own that do not replicate the Chinese model, but do integrate some of its fundamental operating principles.
Conclusion
For years, many economies viewed Chinese industry mainly in terms of cost, volume, and labour. That framework is no longer enough.
The deeper question today is what kind of industrial architecture allows China to manufacture, learn, correct, and scale so quickly. Because smart manufacturing in China is not simply about autonomous machines. It is about a way of organizing perception, learning, decision, and execution within the same industrial system.
In that sense, it points to a more integrated governance of production: the capacity for continuous coordination that allows signals to be integrated, processes to be adjusted, and functions to be aligned within the industrial architecture.
That is precisely the question Europe should be asking itself with greater urgency: not only what it wants to produce, but what kind of industrial architecture it needs in order to do so with continuity, autonomy, and speed. Because at a moment when technological competition has returned to the centre of the geopolitical board, the decisive question is no longer only what a country can manufacture, but what kind of industrial architecture allows it to learn, adapt, and scale faster.

Get in touch if you would like to explore what smart manufacturing in China reveals and how its lessons can be applied to European contexts of reindustrialisation, resilience, and technological autonomy.
